Challenges and solutions in regulated environments.
THE Ò-BLOG
Artificial Intelligence in Pharma

01 October 2025
Reading time: 3 minutes
Introducing artificial intelligence into pharmaceutical manufacturing is not about “plugging in an algorithm.” It means embedding AI into an environment where every process is tightly regulated, every deviation must be justified, and every decision needs to be auditable.
In these highly regulated settings, AI must prove not only its technical performance but also its robustness, reliability, and transparency. At stake is patient safety. For this reason, a model that works in a lab or demo is not enough; it must perform consistently, under real operating conditions, ensuring repeatability and regulatory compliance.
Key challenges in the pharmaceutical industry
- Extremely short cycle times. Production lines operate at very high speeds. Every inference must run in real time, within milliseconds, without adding latency that could disrupt throughput.
- Rare and complex defects. Defects are often infrequent, sometimes nearly unique, yet potentially critical. AI must be highly sensitive without sacrificing specificity; too many false rejects translate into wasted costs and reduced productivity.
- Traceability and compliance. Every AI output must be explainable and documented. A simple “pass/fail” is not enough: operators need to understand how and why a decision was made, with evidence that can be reviewed and validated.
It is precisely in this context that AI demonstrates its real value, transforming processes that were once manual or rigid into intelligent, adaptive, and fully traceable workflows. From visual inspection to predictive maintenance, AI can be embedded at critical stages of the manufacturing chain to strengthen quality control and operational efficiency.
From visual inspection to advanced quality control
In recent years, we have developed AI solutions across multiple stages of pharmaceutical production, with a particular focus on computer vision.
Visual inspection is critical in pharma: every unit produced must be verified to ensure safety. Traditional rule-based or threshold-based systems, however, are rigid and often struggle in variable production conditions.
AI enables us to move beyond these limitations:
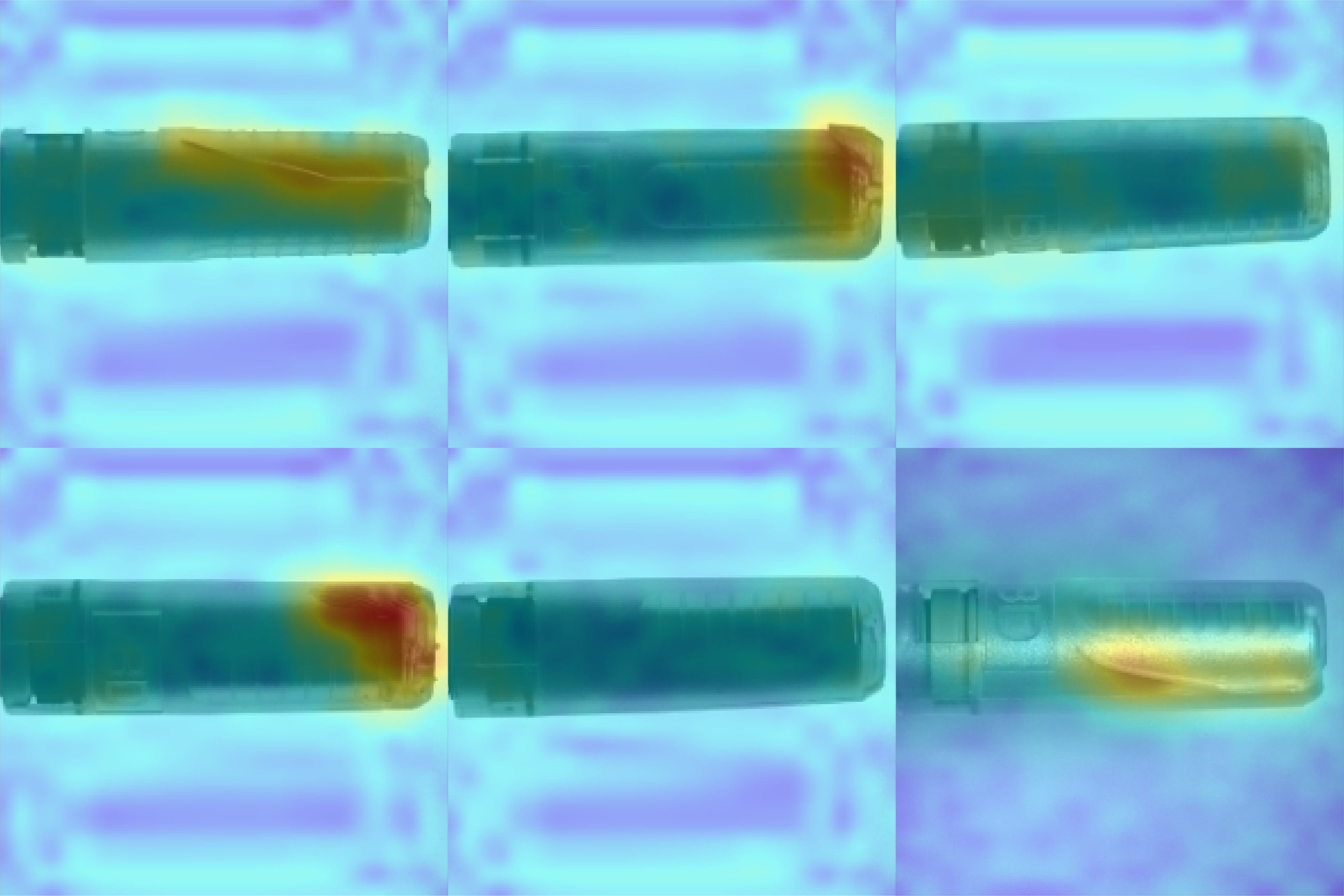
- Anomaly detection: models trained on normal product data detect even minimal deviations, without the need to catalog every possible defect.
- Defect detection and classification: automatic inspection of vials, syringes, and tablets, reducing false rejects while maintaining cycle times.
- Advanced OCR: reliable reading of labels and codes on curved or low-quality printed surfaces.
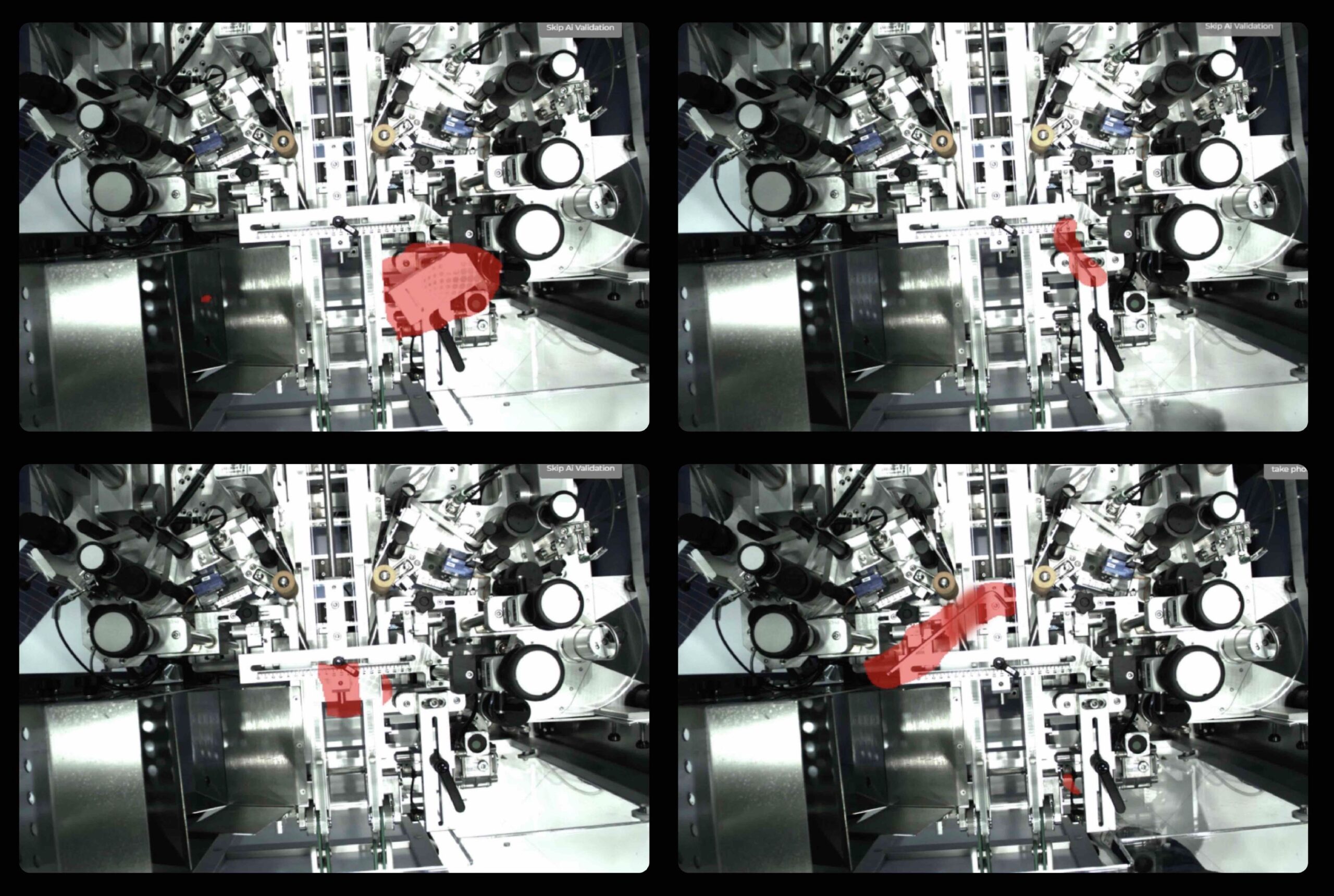
- Automated Line Clearance: change detection procedures that support operators and ensure complete digital traceability.
Data analysis and predictive maintenance in pharma
Beyond visual inspection, AI also plays a key role in process data analysis and machine monitoring.
In an industry where unexpected downtime has a critical impact, AI-driven anomaly detection on sensor data allows companies to:
- identify early-stage anomalies in sensitive components,
- streamline and document FAT and SAT acceptance tests,
- enable predictive maintenance that prevents failures and sustains consistent product quality.
Robustness, explainability, and integration
From our experience, AI in pharma cannot be treated as a plug-and-play module. Every solution must be engineered to meet strict requirements and integrate seamlessly with existing machine architectures.
That is why our models are designed around three fundamental pillars:
- Robustness: stable performance in variable operating conditions, without constant re-tuning.
- Explainability: transparent and auditable outputs, such as heatmaps highlighting detected anomalies.
- Integration: solutions that connect with existing inspection and traceability systems, avoiding technological silos.
AI in regulated environments
In pharmaceuticals, quality is non-negotiable. When built on robustness and compliance, AI is not just a tool for efficiency, it becomes a strategic asset to ensure patient safety, mitigate operational risks, and guarantee production continuity.
At Orobix, we combine advanced technical expertise, experience in complex projects, and a deep understanding of sector-specific requirements to guide pharmaceutical companies through concrete innovation pathways.
👉 If your company wants to explore how AI can make a difference in highly regulated processes, reach out to us at ✉️ info@orobix.com
We’re ready to build your next project together.
